
3Dプリンタで機能部品を作るとき、「フィラメント選び」ほど分からないことが多い領域はない と感じています。メーカー公式の物性値・ネット上の定説・自分の感覚値、どれを並べても 「結局どれが強いのか」が腹落ちしない。出した答えは、シンプルでした。
「材料を、数値で選ぶ」。試作品を手で曲げて折って判断する感覚値では再現性がないので、引張試験機で客観的な数字を取る ことにしました。機能部品の「壊れない」設計には形状・積層方向・印刷条件など他にも要素はありますが、材料選びは最も大きな比重を占める部分です。
例えばこういうお客様の声をいただいたこともあります。
「ライド中、サドルマウントが折れました」
「装着して数回で割れてしまった」
改善対応はもちろんしていますが、「どの素材なら壊れないのか」を数字で確認する 必要があると痛感しました。
3Dプリンタで機能部品を作るとき、デザインや機能はもちろん大切。でも 根本的に大切なのは、たった一つ。「壊れないこと」 です。
この記事は、その「壊れない」を本気で追いかけて、フィラメントの良し悪しを「数字」で把握するため、引張試験機を導入(材料費2万円以下で自作)し、主要フィラメントを複数の条件で実測してきた記録 です。今のところの結論を、絶対値・倍率・知見も含めて公開します。
3Dプリンタ用フィラメントは世の中に数百種類あり、私が実測したのは主要メーカーの10種前後にすぎません。 網羅的な比較ではなく、「自分の用途(ロードバイク機能部品)・印刷環境・コスト感で実際に試した範囲」 での ランキング・結論として読んでもらえると正確です。
他にも優秀な素材は当然あると思うので、用途・予算・お持ちのプリンタに合わせて選んでください。
📺 動画でも解説しています(7分30秒)
この記事の内容を、自作引張試験機の実演や具体的な数値とあわせて動画にまとめました。「読むより見る派」の方、お時間あれば動画もぜひ。
結論:機能部品の最適解は「QIDI PETG-Tough」。開放型の3Dプリンタでも十分な強度が出る
結論から書きます。3Dプリンタの機能部品で 「日常運用のラクさ × 強度 × 顧客満足」 のバランスが一番取れているのは、私の中では QIDI PETG-Tough です。
そして大事なのは、これは 加熱チャンバーがない「開放型(オープンフレーム)」の3Dプリンタでも十分な強度が出る ということ。Bambu Lab A1 Mini や PRUSA MK4S のような3Dプリンタでも、PETG-Tough を使えば機能部品レベルの強度がしっかり出ます。
QIDI Q2 や Bambu Lab X2D のような チャンバー加熱機を持っている人なら、さらに +18% 強度UPできる「オプション」 がある、というのが正確な理解です(必須ではない)。
- ✅ 冷却FANを強くしても 層間強度が極端に落ちない
- ✅ 乾燥・特殊ノズル・チャンバー必須など 運用負荷が低い
- ✅ 価格は標準PETGより若干高いぐらいで、Amazon・公式サイトで購入できる(たまに在庫切れがあるが、おおむね入手しやすい)
- ✅ 数十gのライトマウント・ホルダー類なら 十分すぎる強度
👉 まずは結論の物だけでも見たい人向けに、QIDI PETG-Tough のリンクを置いておきます。在庫切れがたまに発生するので、在庫があるときに数本買っておくのが良いと思います。QIDI公式 も色・1kg/2kgセットが豊富で選択肢が広い。

以下、その根拠を順番に書いていきます。
感覚値や一般論で判断してきた限界——「再現できる根拠」が欲しかった
3Dプリンタで作ったサドルマウントを趣味の延長で販売し始めてから気づいたのは、「壊れない部品を作る」のは思ったよりずっと難しい ということでした。サドルマウント、ライトホルダー、各種固定パーツ——いずれも 「壊れたら本来の役目を果たせない」機能部品 なので、強度の判断ミスがそのまま品質トラブルに直結します。
その都度、対策を試みました。
- 🔧 材料を変える(PLA → PETG → ABS → PC …)
- 🔧 形状を変える(リブを足す、肉厚を増す、フィレットを大きくする)
- 🔧 積層方向を変える(負荷方向と層を直交させない)
- 🔧 印刷条件を変える(FAN・温度・速度を試行錯誤)
それでもすべて 「感覚値」 で判断していました。試作品を手で曲げて、折って、強い・弱いを判断する。改善はできても、「なぜ良くなったか」「どれくらい良くなったか」が再現できないのが大きな問題でした。
過去のクレームと改善のフルログ・形状設計の知見集は、別記事で詳しくまとめる予定ですが、まずはこの記事で 「材料選び」だけでも数値化できれば、フィラメント選びが正確になり、印刷条件も強度を上げる方向へ持っていける という話をしていきます。
PC-CF と PETG-CF をやめた瞬間、「数値化が必須だ」と気づいた
転機は、それまで 「ベスト素材」だと信じていた Prusament の PC Blend Carbon Fiber(PC-CF)と、Tinmorry の PETG-CF を、使用停止せざるを得なくなった瞬間 でした。
PC-CF を「ベスト」と思っていた理由は3つあります。
- ✅ 曲げ剛性が他の素材を圧倒する(公式値で標準PCの曲げ弾性率比 +91%)
- ✅ カーボン繊維含有のマット質感で、表面の 高級感が抜群
- ✅ 層間強度もそこそこあって、PETG系より一回り強い感触
実際、過去に開発した 自転車用の折り畳みスタンド では、PC-CFの剛性に頼って商品化していました。Xでも結構反応をいただいて、自分の中では 「PC-CFが正解だ」 という確信があった商品です。
ところが現在、その折りたたみスタンドは 販売を一時停止 しています。理由は、PC-CFを使わなくなり、代替で通常PETGに切り替えたところ 剛性面で不安が残った から。
では、なぜ「ベスト素材」だと思っていた PC-CF を手放すことになったのか。理由は4つあります。
気づき①|バックミラー(VeloMirror)の細かいパーツで、指のチクチクに気づいた
転機の一つは Oakley Jawbreaker 専用バックミラー(VeloMirror) の開発でした。それまで作っていたサドルマウント類は比較的大きめのパーツが中心で、研磨・仕上げをしていてもそこまで違和感を覚えていませんでした。
でも、VeloMirror は サングラスのフレームに沿わせる小さな部品。バリ取り・面取りで 素手で細部を触る時間が圧倒的に長く なります。
そこで初めてはっきり気づきました。作業後、指先がジワジワとチクチクする のです。よく見ると、ごく細いカーボン繊維が指紋に刺さっている感触。一度気づくと、過去のマウント類でも 「言われてみれば、多少は感じていたかも」 と思い当たる節がありました。
気づき②|YouTubeで「カーボン繊維入り素材の危険性」発信を見て決定打になった
もう一つの転機が、あるYouTube動画でした。
- チャンネル名:Nathan Builds Robots
- タイトル:The Dark Side of Carbon Fiber Filament(カーボンファイバーフィラメントのダークサイド)
- URL:https://www.youtube.com/watch?v=RLt9l6YxvHk
この動画では デジタル顕微鏡を使い、CF配合フィラメント(PLA-CFやPETG-CFなど)の表面から無数の微小なカーボンファイバー(短繊維)が飛び出している ことを確認しています。フィラメントやプリント品を素手で触るだけで、目に見えない微小なカーボンのトゲが皮膚に刺さり、洗っても簡単には落ちないことを実証していました。
吸い込んで肺に入るリスクや、手で頻繁に触れる日用品(特に顔周り)にCFフィラメントを安易に使うことの危険性に警鐘を鳴らしている内容で、自分が薄々感じていたチクチクが、別の人の検証で 「気のせいではなかった」 と裏付けられた瞬間でした。
動画を見て「自分の指でも実際に刺さっているのでは?」と思い、簡易顕微鏡を購入して指先・PC-CF プリント物の断面を確認。結果は、本当に刺さってました。(泣)
念のためメーカー2社に問い合わせ:両社とも「削らなければ大丈夫」
動画で見た情報だけでは判断したくなかったので、自分の使っていた素材のメーカー2社の情報を確認してみました。
Prusa:公式SDS公開+Josef Prusa氏が「PAN系で安全」と公式声明
Prusament PC Blend Carbon Fiber は 公式ページに Safety Data Sheet(SDS)が公開されており、製造工程のリサイクルカーボン繊維を使用していること、加工時の注意(硬化鋼ノズル推奨等)が記載されています。
👉 Prusament PC Blend Carbon Fiber 公式ページ
さらに2024年8月には、Prusa Research の創業者 Josef Prusa氏 自身がX上で詳細な安全性見解を公開しています(前述の Nathan Builds Robots の動画への応答という側面もあります)。
要旨をまとめると以下の通りです。
- チェコ国立公衆衛生研究所でラボテストを実施済み(製造現場・ユーザー使用時の安全性確認のため)
- 皮膚刺激試験:30名のボランティア(29〜70歳)が PCCF / PA11CF プリントを 72時間以上 肌に貼り付け → 全員、刺激なし
- 空気中粒子試験:製造・印刷時の粉塵測定 → 規定の暴露限界値を大きく下回る
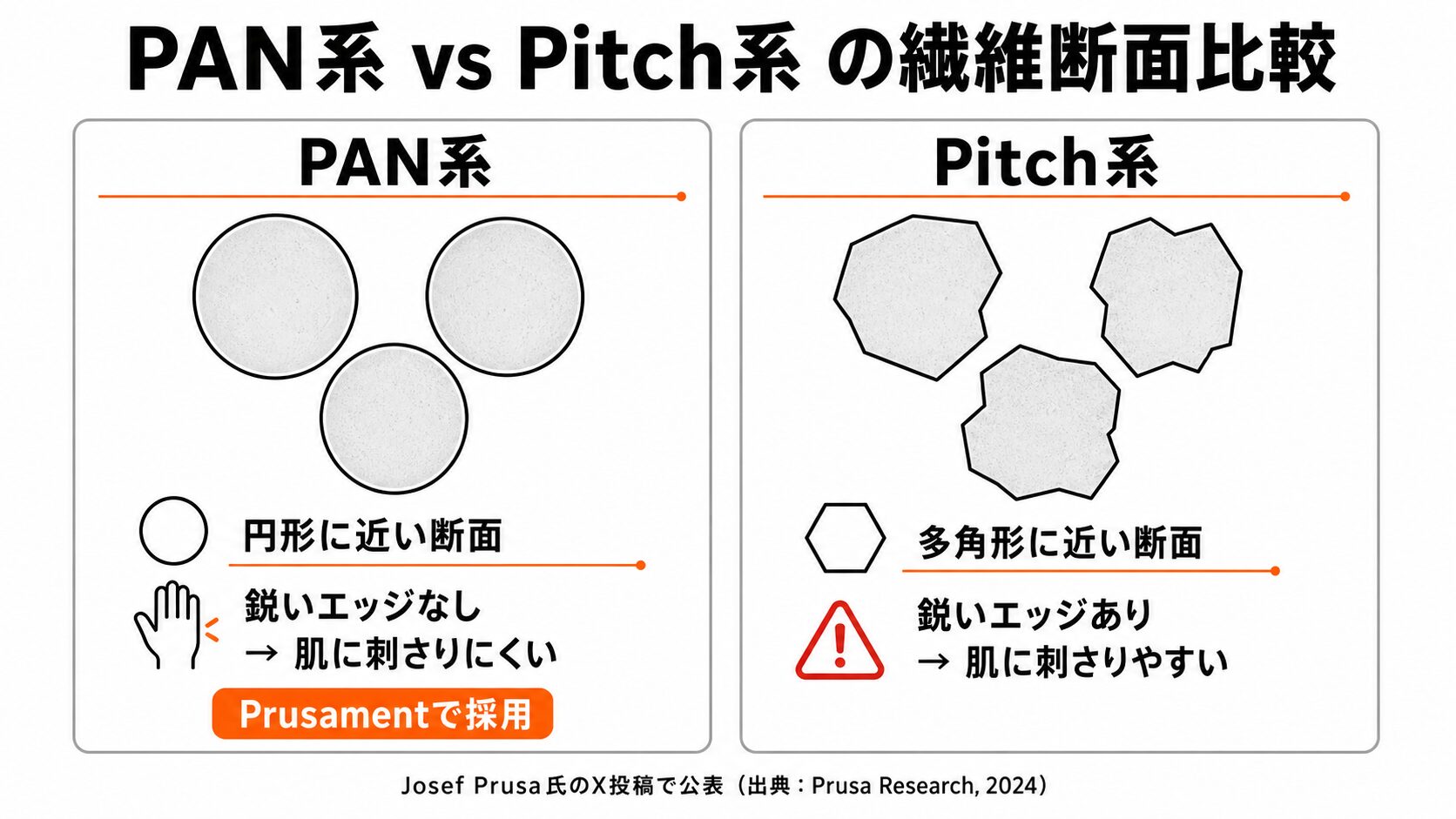
- カーボン繊維には Pan系(鋭いエッジなし) と Pitch系(鋭いエッジあり) がある。Prusament は Pan系のみ使用、Pitch系は不採用
- 結論:「Prusament の CF入りフィラメントとプリントは安全」
- ただしサンディング・摩擦などで 繊維を吸引した場合は刺激の可能性あり。呼吸保護具(マスク)の着用を推奨
Tinmorry:メール回答「危険なのは加工時の粉塵のみ」
Tinmorry には直接メールで問い合わせました。サポート担当からの回答要旨は 「CF/GF入りフィラメントで本当に危険なのは、造形物を切る・削る・研磨する・ノコギリで切る際に発生する『粉塵』のみ。単に印刷したり、造形物を取り扱うだけであれば危険性はない」 でした。
私の判断:メーカーの主張は信頼に足る。ただ「自分の事業」では避ける
両社とも 「適切に使えば(削らなければ/マスクをすれば)大丈夫」 という立場でした。Prusa の公式ラボデータは信頼に足るもので、否定する材料は私には何もありません。
でも、私の事業判断としては別でした。理由は3つ:
- 顕微鏡で「実際に指先に刺さっている」のを確認した(これは素手で加工したことによるもので、Prusa が推奨する マスク・呼吸保護具の着用 をしていなかった私の知識不足が原因。メーカーの安全主張を否定するものではありません)
- 機能部品の物販では、バリ取り・面取り・寸法微調整が避けられない(粉塵リスクを完全には避けられない)
- 個人事業者として、お客様にリスクの説明責任を負うのが現実的に難しい
ここで 「リスクゼロを取る」 ——素材変更を覚悟する方向に気持ちが固まりました。カーボン繊維入り素材を否定したいのではなく、「私の事業環境では合わない」という個別判断 です。研究・治具・自分用の用途で使う方は、メーカー情報をベースに正しく判断していただければと思います。
補足:Tinmorry PETG-CF は感触的にもベストだった(個人用途ならおすすめ)
事業判断としては撤退しましたが、フェアに書いておきます。Tinmorry の PETG-CF は、感覚的に層間強度が高い手応えがあり、加工していても手に違和感を覚えることがほとんどありませんでした。表面の質感・印刷品質も非常に良く、「個人で楽しむなら、これが今でもベストの一本」 だと正直思っています。
カーボン繊維入りの中では 表面繊維露出が最も少ない 印象で、家庭用・自分用のパーツや剛性が必要な治具には強くおすすめできます。販売物に使うかどうかは別の判断ですが、素材としての完成度は 記事内全フィラメントで一番高い と感じています。

気づき③|PrusaのPC-CFはチェコから輸入、価格と入手性のハードルが高い
地味ですが、これも大きな理由でした。Prusament の PC-CF は Amazon等の国内ECでは基本的に取り扱いがなく、Prusaの公式ショップ(チェコ)から直接購入 する形になります。送料が数千円もかかるのでかなりの高額です。送料・関税・為替を含めると 1kgあたり標準PETGの3倍以上。リードタイムも2週間程度かかります。
気づき④|「では、何を代わりに使えばいい?」——感覚値では答えが出なかった
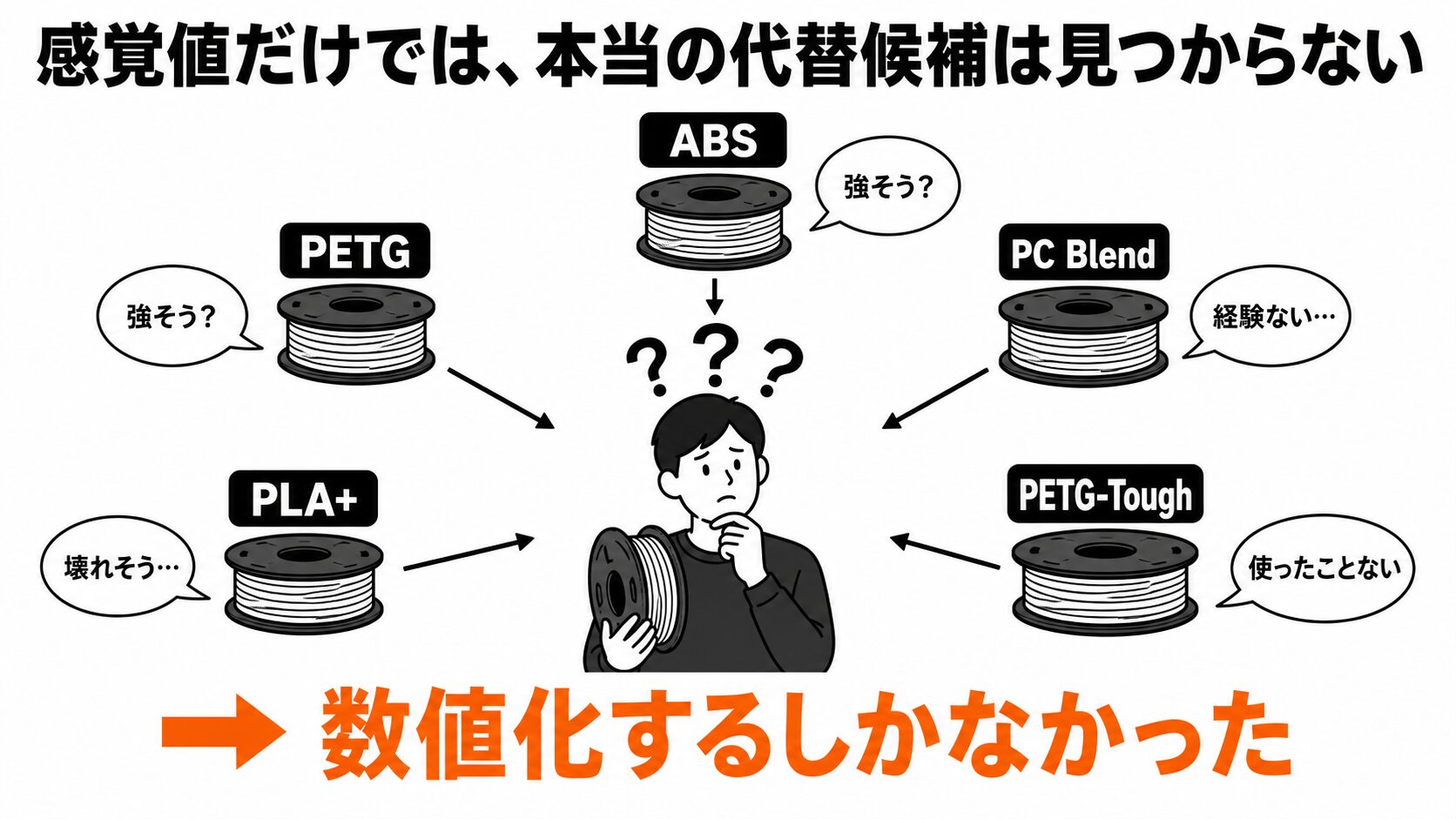
これが一番大きかった気づきです。PC-CF と PETG-CF を撤退すると決めた瞬間、「同等の強度を、健康リスクなしで出せる素材は何か?」 という問いが残りました。
感覚値で「これは強そう」「あれは弱そう」と判断していた限り、本当の代替候補を見つけることができない。実際、通常PETGに戻したら剛性面で不安が出て、折りたたみスタンドの販売停止に追い込まれました。
ここで初めて、「これは数値化しないと、また同じ判断ミスを繰り返す」 と痛感したのです。引張試験機を自作することにした、直接のきっかけでした。
引張試験機を導入した(材料費2万円以下で自作)
📎 参考にした設計:RobertCowanDIY 氏の Simple Tensile Strength Tester(Printables)。フィラメント間の相対的な引張強度を比較するためのDIY試験機の設計と思想を大いに参考にしました。原案を尊重しつつ、日本で購入できるアイテムに合わせてフォースゲージ・治具形状を独自にカスタマイズしています。

市販の本格的な引張試験機は 数十万〜数百万円。そこまでの精度は要らない。「相対比較に使える程度でいい」 と割り切って、自宅の作業台で組めるサイズのものを組みました。
安価で作れそうなものがないかいろいろ調べた結果、Printables や Thingiverse 等で自作している事例 がいくつか見つかりました。それらを参考に、日本の Amazon・ミスミなどで購入できる部材 で再構築したのが、今回の試験機です。
主要構成は以下の通りです。Amazonとミスミで揃えた市販品の組み合わせで、合計2万円以下で組みました。
- 計測: GOYOJO デジタルフォースゲージ(500N対応・引張/圧縮両対応)
- 駆動: Pudibei 電動リニアアクチュエータ(推力20〜2000N・12V)
- 電源/配線: Outtag 12V 5A アダプター+Aroidful DCジャック+Xiatiaosannの正逆ロッカースイッチ
- 構造体: ミスミ アルミフレーム HFSB6-3030(30×30mm × 600mm)+ winova M5 Tナット
- 引張軸: ミスミ S45C ロッド φ5×20mm × 2本
- クランプ・治具: 自作PETG-Toughで3Dプリント
各フィラメントを 同じ形状の縮小ダンベル形状の試験片 として印刷し、室温・印刷後7日以上経過した状態で、積層方向に引っ張って破断荷重を計測しています。サンプル数は条件あたり3〜5本。
YouTube に試験の様子をショート動画にまとめてあるので、雰囲気はそちらが分かりやすいかもしれません。👇
QIDI PLUS4 のチャンバー加熱検証は、自社サイトの方でも別記事として詳しく書いています:
👉 QIDI Plus 4 実機レビュー 第2弾|加熱チャンバーと冷却条件で強度はどう変わる?実践検証編 – 3D FIT Design
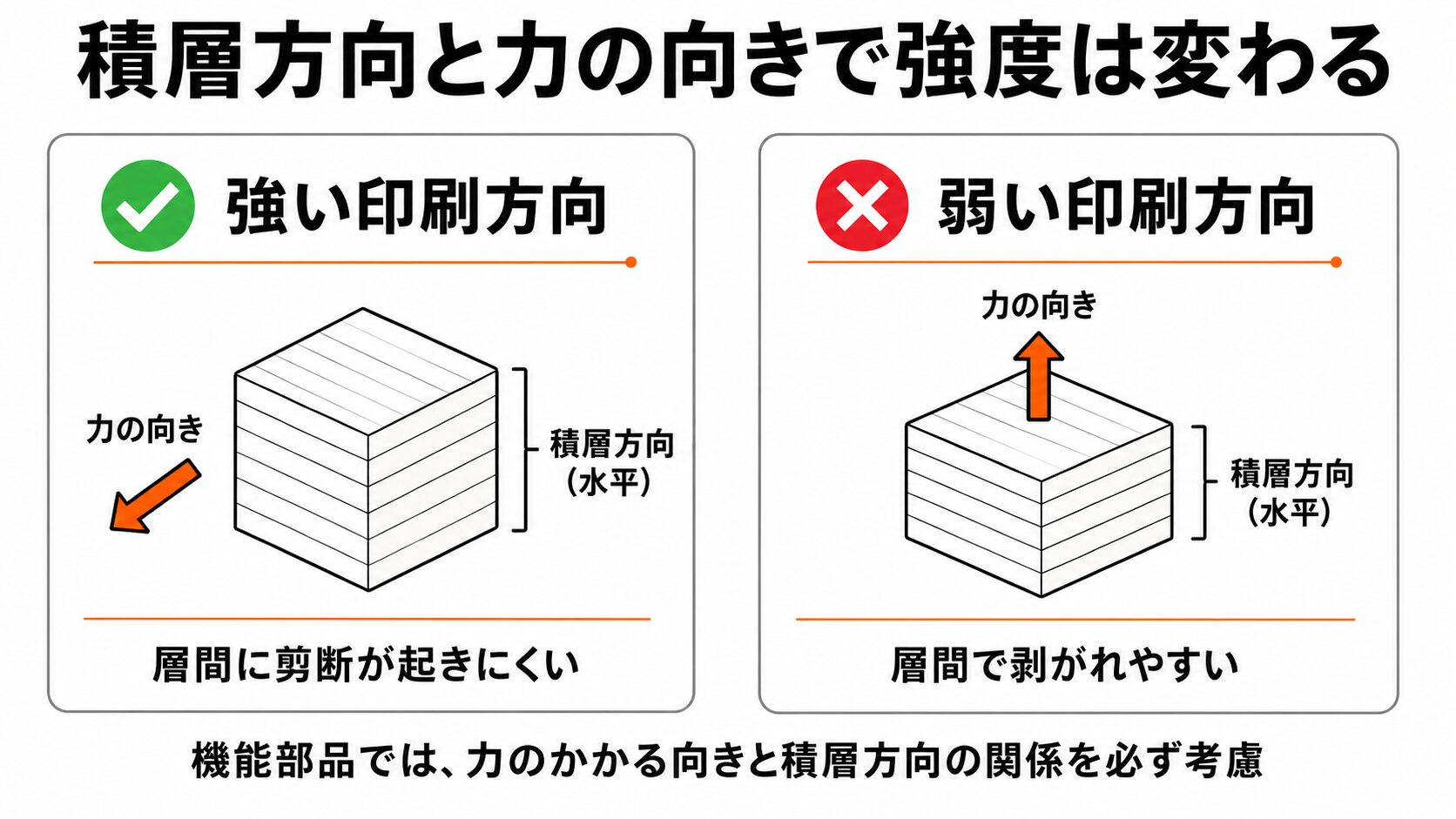
機能部品の壊れ方は「層間剥がれ」がほとんど——だから「層間強度」を測る
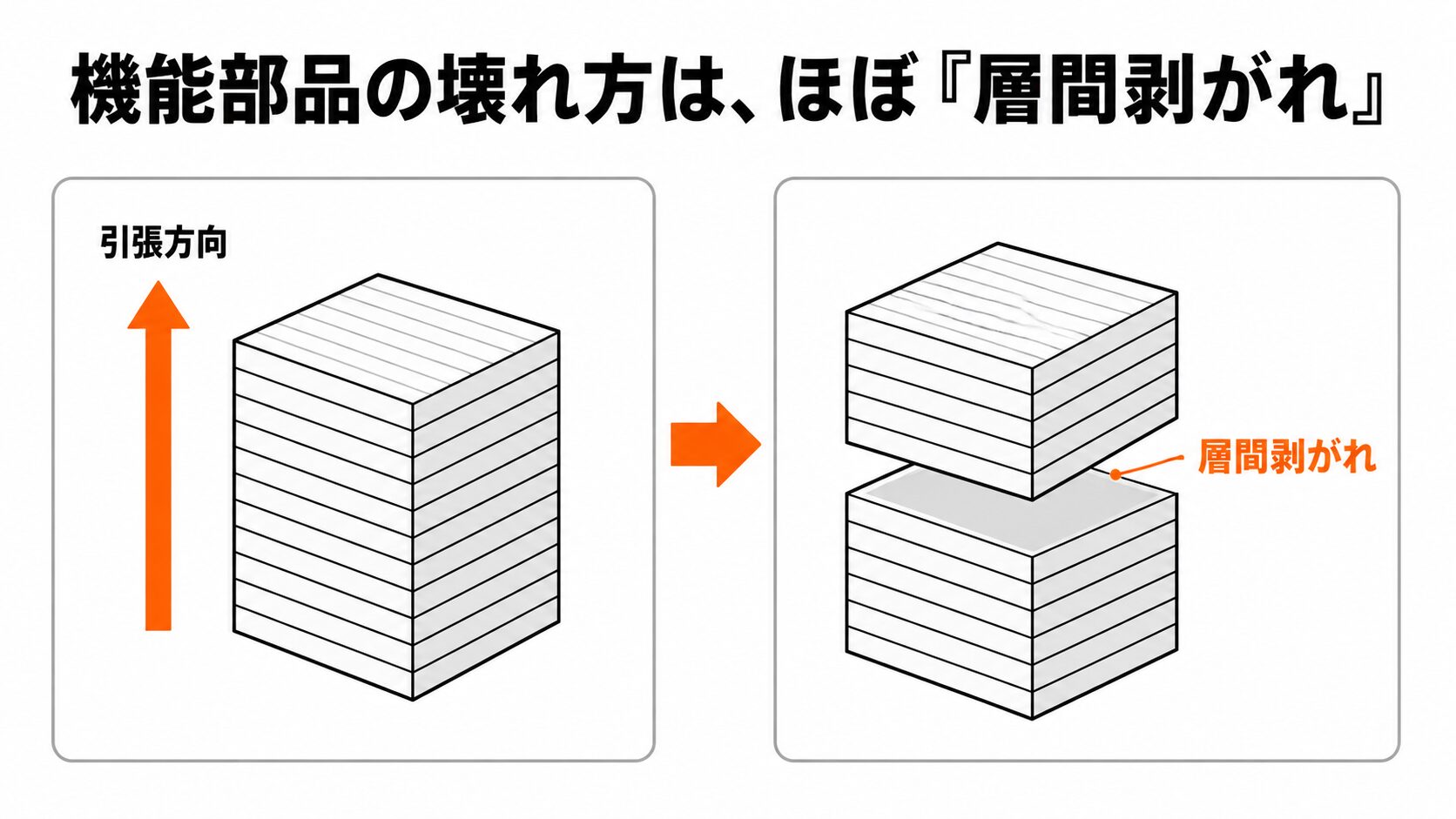
ここまで「引張」の話を中心にしてきましたが、なぜ私が引張試験にこだわっているのか。それは 「機能部品が壊れるモードは、ほぼ層間剥がれ(積層と積層の間で剥がれる現象)」 だから、というのが大きな理由です。
これまで「壊れました」のクレームをいただいた商品を観察すると、ほとんどが 積層方向と垂直な力が加わった結果、層と層の間で剥がれていた。引きちぎれているように見えても、実態は「層と層の接着が負けて剥離した」破壊モードです。
つまり、「層間強度」が機能部品の寿命を決める一番大きな要素。引張試験で破断荷重を測るというのは、この 層間強度の指標 を出すことにほかなりません。
- 機能部品の壊れ方 → ほとんどが 層間剥がれ
- 層間剥がれを防ぐ → 層間強度を高める
- 層間強度を測る → 引張試験で破断荷重を計測
この理解にたどり着いた瞬間、「引張試験機を導入する意味」が腹落ち しました。曲げ・衝撃・ねじれ等もありますが、まずは 層間強度を数値化することが、もっとも実用的な指標 だと判断しました。
「壊れない」を作る4つの要素
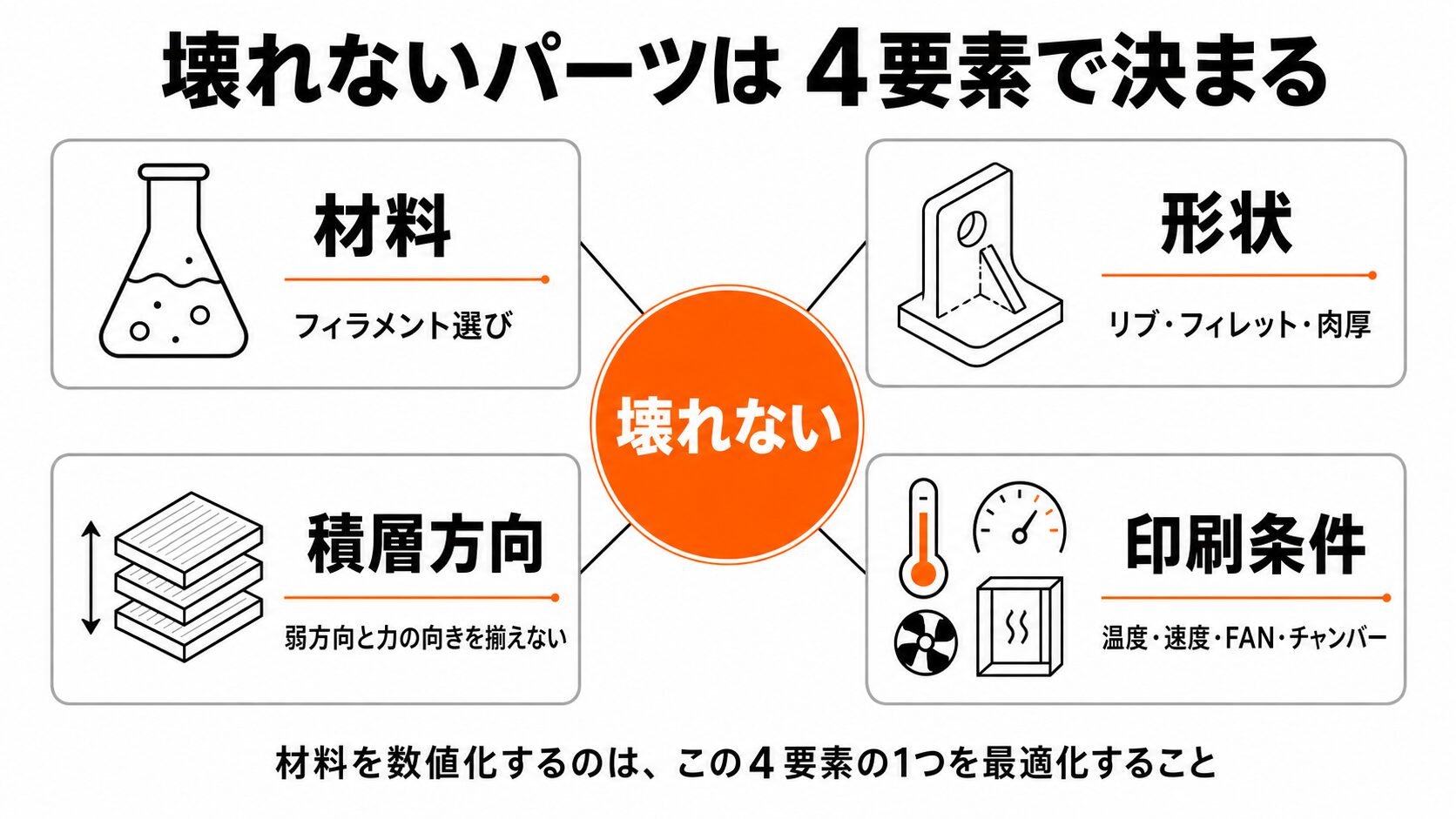
機能部品が「壊れない」ためには、4つの要素を組み合わせて設計します。
- 🧪 材料(フィラメント選び)← この記事のメインテーマ
- 🎨 形状(リブ・フィレット・肉厚)
- 🧱 積層方向(弱方向を負荷方向に向けない)
- 🌡️ 印刷条件(温度・速度・FAN・チャンバーなど)
この4つのうち、「材料」を数値化できれば、判断が一段速くなる。試験機を作った理由はここにあります。
「分割設計」と「一括成形」のトレードオフ
機能部品の設計には、もう一つ重要な分岐があります。「分割設計」 vs 「一括成形」 です。
| 方式 | メリット | デメリット |
|---|---|---|
| 分割設計 | 強度のコントロールがしやすい(ボルト締結で弱点補強) | 組立工数が増える・量産効率↓ |
| 一括成形 | 組立ゼロで量産効率◎・見た目の一体感 | 材料の層間強度に依存する |
私は 一括成形にこだわって設計しています。物販で月に数十個さばくとき、組立工程をゼロにできれば、それだけで作業時間が劇的に減るからです。
一括成形にこだわる以上、材料の「層間強度」が直接、商品の品質に効いてくる。だからフィラメント選びにここまで時間をかけている、というわけです。
PC-CF は「曲げ強度」で再評価される(公式値で証明済み)
層間強度だけで判断すると、PC-CF は意外と平凡です。でも Prusament の公式技術データシート(TDS)を見ると、PC-CF の曲げ強度は同じ PC Blend より +38%、曲げ弾性率(剛性)に至っては +91%。引張ではほぼ同じだったのに、曲げの数字は完全に別物です。
つまり:
- 曲げ強度・剛性 → PC-CF は最強クラス
用途によっては PC-CF が最適解になる ことは公式データが裏付けています。詳しくは後述の「例外」の章で扱います。

主要フィラメントを厳選して実測した相対比較(絶対値+ELEGOO PLA基準の倍率)
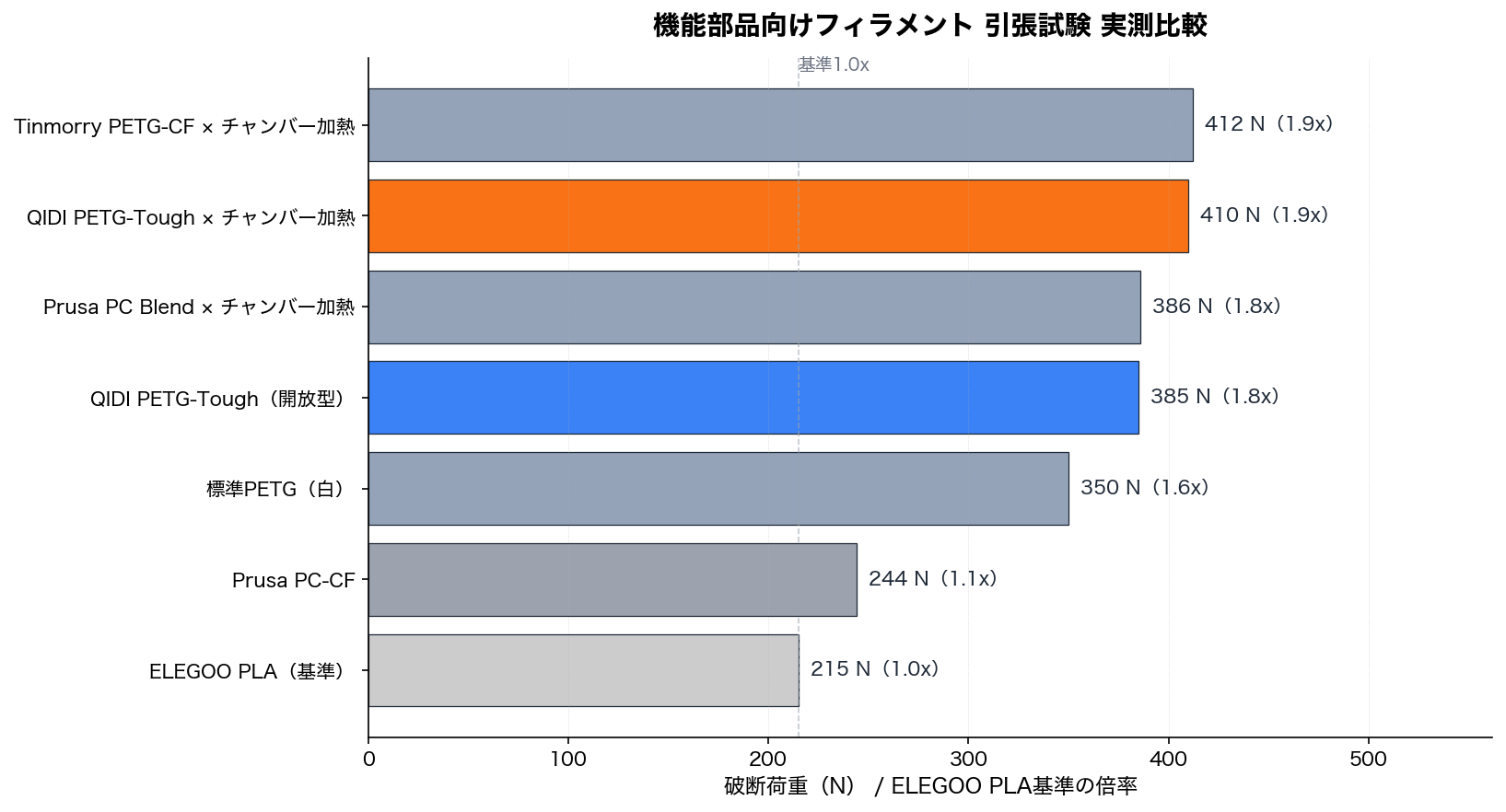
では実測データです。ELEGOO PLA(白)を 1.0倍 として相対化しました。順位は積層方向の引張強度・実測平均ベース、条件ごとのベスト値を採用しています。
📝 本数値の読み方:本記事の引張試験の数値は 同一条件下での相対比較 を目的としています。引張強度の絶対値は 印刷温度・速度・FAN・湿度・チャンバー温度・ノズル径・スプールの個体差 などで大きく変動するため、素材選びの「方向性」を見るための参考値としてご活用ください。同じ条件でも ±10% 程度のばらつきは普通に発生します。

| 順位 | 素材・条件 | 破断荷重(実測平均) | ELEGOO PLA比 | 機能部品適性 |
|---|---|---|---|---|
| 🥇 | QIDI PETG-Tough × チャンバー加熱 | 約 410 N | 約 1.9倍 | ◎◎ |
| 🥈 | Tinmorry PETG-CF × チャンバー加熱 | 約 410 N | 約 1.9倍 | ✕(カーボン) |
| 🥉 | Prusa PC Blend × チャンバー加熱 | 約 390 N | 約 1.8倍 | △(運用シビア) |
| 4 | QIDI PETG-Tough(開放型・標準環境) | 約 350 〜 385 N | 約 1.6〜1.8倍 | ◎ |
| 5 | TINMORRY PETG | 約 280 〜 350 N | 約 1.3〜1.6倍 | ○ |
| 6 | Prusa PC-CF | 約 244 N | 約 1.1倍 | ✕(カーボン+伸び悩み) |
| – | ELEGOO PLA(基準) | 約 215 N | 1.0倍 | △(試作向き) |
※ 試験条件:自作引張試験機(GOYOJO 500N フォースゲージ)/積層方向/室温/印刷後7日以上経過/サンプル数3〜5本/各条件のベスト平均値。絶対値は試験機の校正状況・試験片形状で前後しますので、相対比較として読んでください。
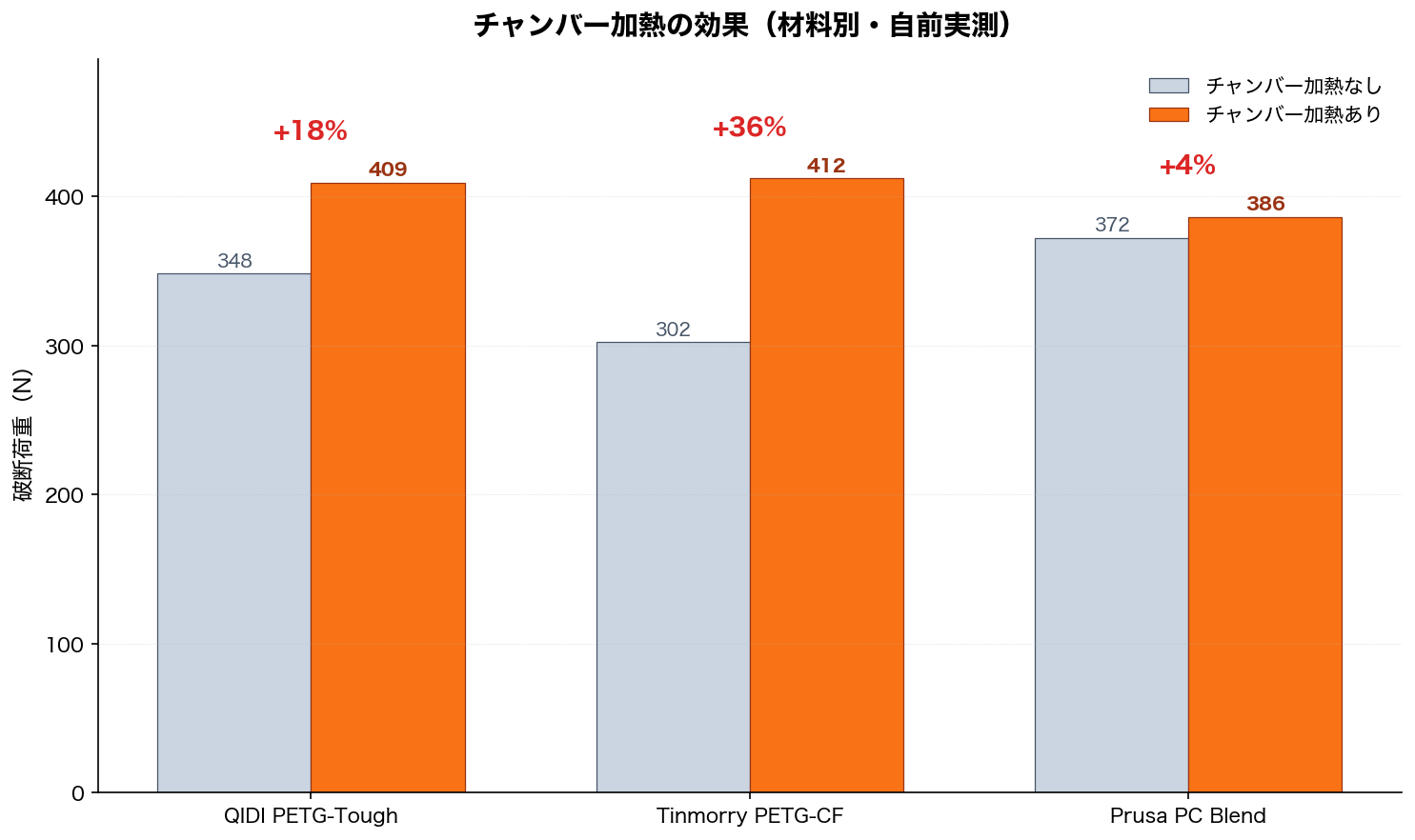
同じ素材でも「チャンバー加熱」で別物になる
もう一つ重要なのが、同じ素材でもチャンバー加熱の有無で強度が大きく変わる という事実です。
| 素材 | チャンバーなし | チャンバーあり | 改善幅 |
|---|---|---|---|
| QIDI PETG-Tough | 約 348 N | 約 409 N | +18% |
| Tinmorry PETG-CF(カーボン入り) | 約 302 N | 約 412 N | +36%(一番伸び代が大きい) |
| Prusa PC Blend | 約 372 N | 約 386 N | +4%(もともと高温向きで上限近く) |
つまり 「フィラメント選び」は素材だけで決まらない。「素材 × 印刷機の能力 × 印刷条件」の3つの掛け算 で、最終的な強度が決まる、ということです。
QIDI PETG-Tough がベストな5つの理由(開放型でもOKがコア)

では、なぜ最終的に QIDI PETG-Tough に落ち着いたのか。理由は5つあります。
理由①|FAN100%でも強度が落ちない=開放型でもOK(コア)
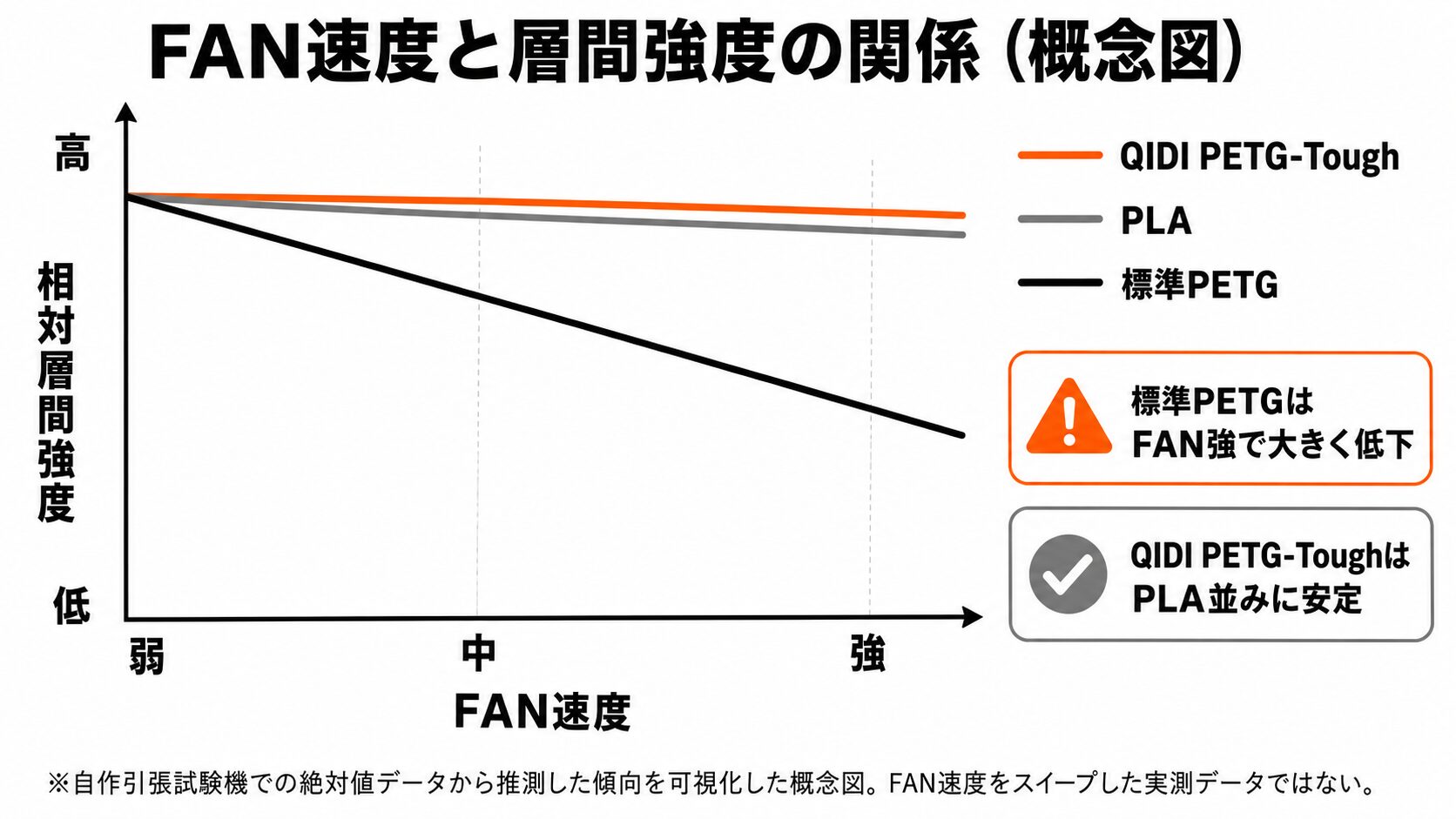
ここが最大の評価ポイントでした。普通のPETG系は冷却FANを強くすると層間密着が弱まり、強度が大きく落ちるのが定説です。実際、主要メーカーの公式推奨FAN速度は:
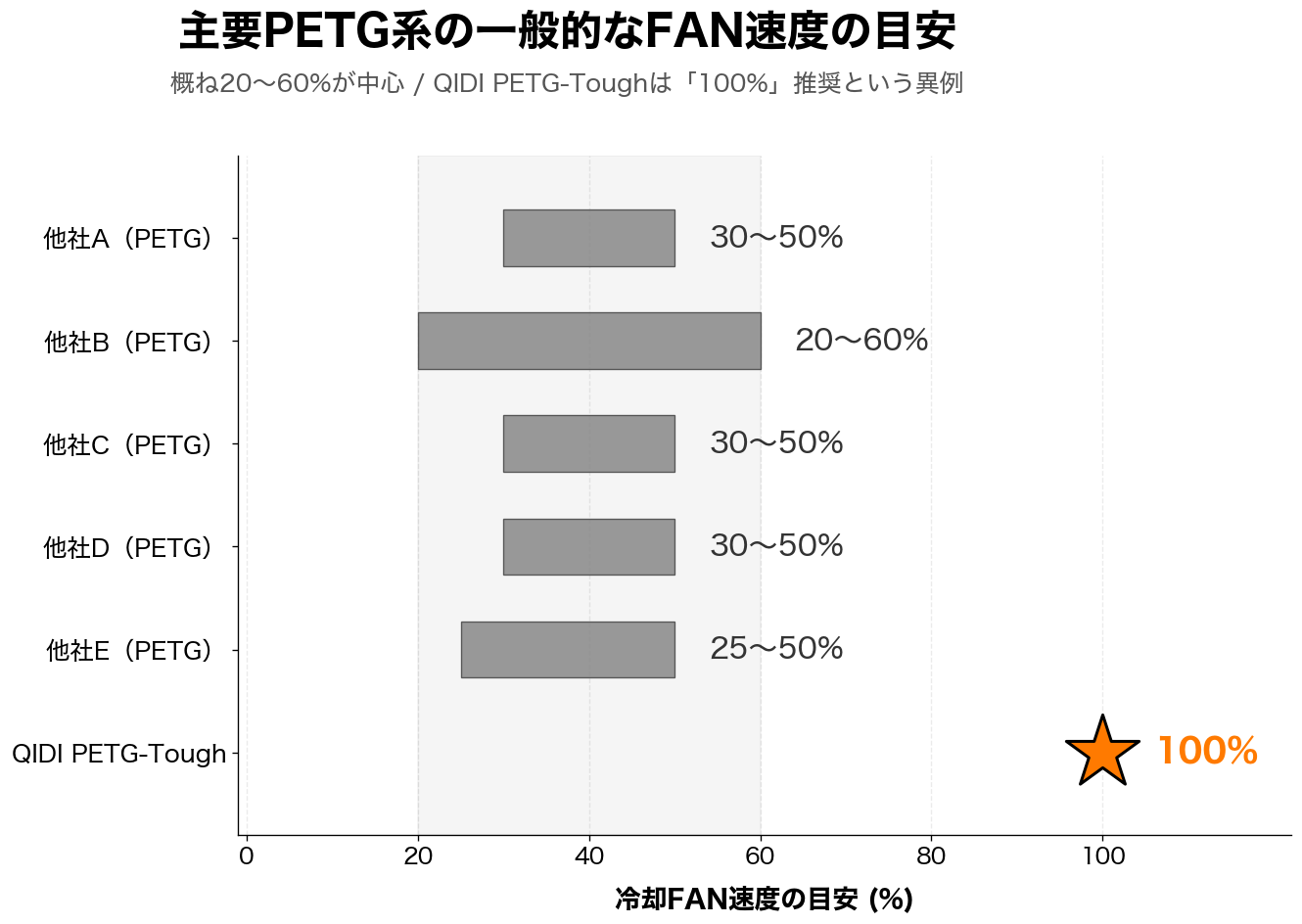
主要PETG系は 概ね20〜60% あたりが中心の目安。過剰冷却で層間融合が阻害され、強度が落ちる傾向があるとされ、控えめな冷却が推奨されているのが一般的です。
📌 注目ポイント:QIDI PETG-Tough は、公式の推奨印刷パラメータでも Cooling Fan Speed = 100% と明記されている珍しいフィラメントです。普通のPETGは「FAN控えめ推奨」が一般的ですが、QIDIはFAN全開を前提に設計されている、と公式が言い切っている数少ない素材です。
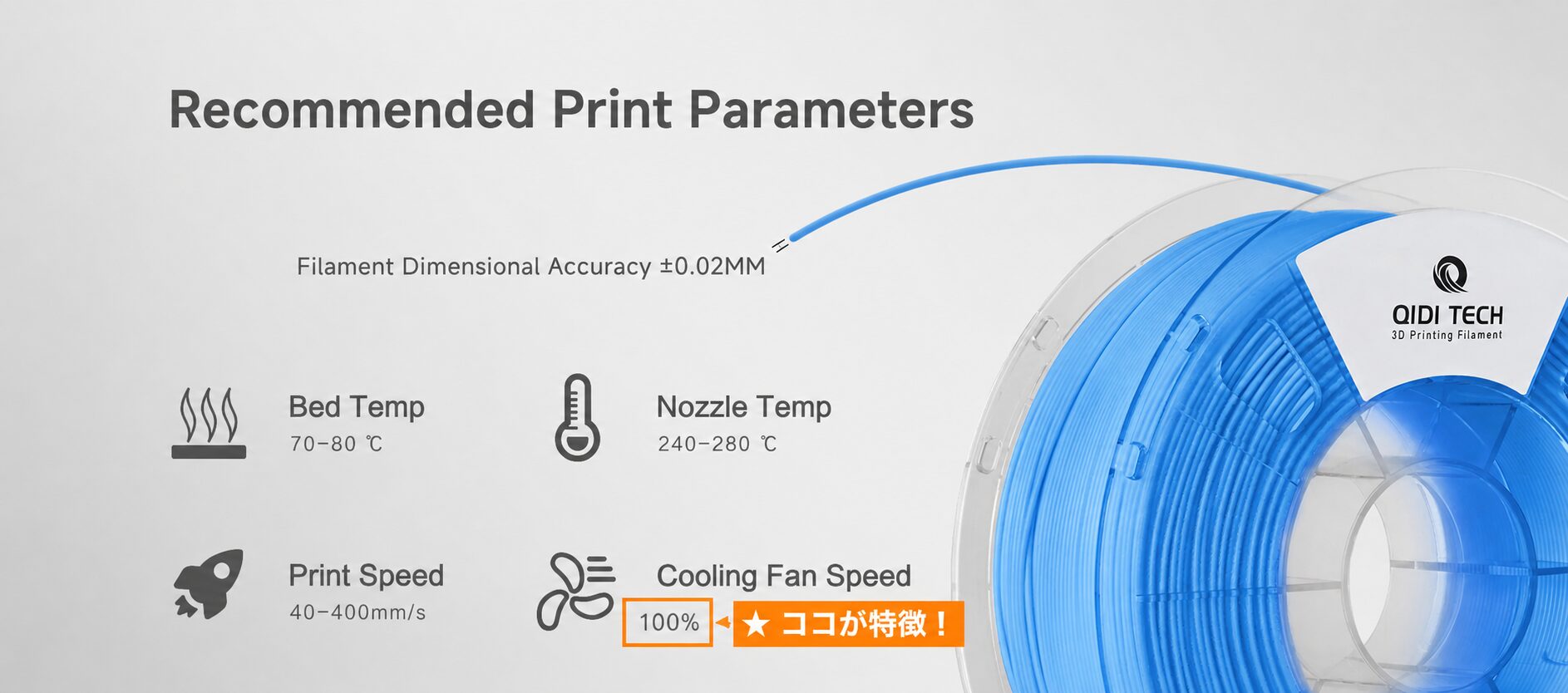
ところが QIDI PETG-Tough は FAN100% でも、低FAN条件と引張強度がほとんど変わらない という珍しい性質を持ちます。これは、加熱チャンバーがない 開放型(オープンフレーム)の3Dプリンタでも、十分な強度が出せるということです。
開放型の代表的な普及機にはこのあたりがあります:
- Bambu Lab A1 Mini(約 ¥4万円台・コスパ最強・ベッドスリンガー型)
- Bambu Lab A1(約 ¥7万円・造形範囲256mm立方)
- PRUSA MK4S(約 ¥15万円・信頼の老舗)
これらの普及機で QIDI PETG-Tough を使えば、機能部品レベルの強度がしっかり出ます。「3Dプリンタ物販を始めたいけど、いきなり10〜30万円の上位機は買えない」という方にとっても、現実的なルートが取れます。
理由②|冷却を強くできる=造形美にも貢献
FANを強くできるメリットは、強度キープだけではありません。オーバーハング・ブリッジ・細部の精度 が大きく向上します。これは商品の「見た目」「販売価値」に直結する要素です。
- PC・PA系: 弱FANでないと層間密着が弱まる → オーバーハングが垂れる
- PETG-Tough: 強FANでもOK → オーバーハング・ブリッジが綺麗
機能部品では 「強度+造形美」の両立 が可能 = 商品としての完成度が上がります。
理由③|温度・速度・機種の許容幅が広い
ノズル温度240〜280°C、印刷速度〜400mm/s という広いレンジで安定して印刷できます。機種・季節・スライサー設定の差を吸収しやすく、フィラメント側で振り回されない。地味ですが、量産時に効きます。
理由④|PC・PAなど高耐熱機・チャンバー必須の素材より、安価で扱いやすい
同じくらいの強度を出せる候補として、PC(ポリカーボネート)や PA(ナイロン)系もあります。ただこれらは:
- 高耐熱機・チャンバー機が必要(普及機では使えない)
- 乾燥管理が厳格(吸湿で強度が大きく落ちる)
- 特殊ノズル・特殊ベッドが必要なケースも
- 1kgあたりの単価が高め(PETGの2〜3倍)
PETG-Tough は これらの参入障壁を全部下げた、現実的な選択肢。「個人事業で機能部品を作りたい人」にとって、コスパとリスクのバランスが一番良い場所です。
理由⑤|チャンバー機ならさらに +18% 強度UP(オプション)
すでに QIDI Q2 や Bambu Lab X2D のような チャンバー加熱付きの機種 を持っている人なら、PETG-Tough をその環境で使えば さらに +18% 強度UPできるオプション が手に入ります。実測:標準環境 348N → チャンバー加熱環境 409N。
結果として、カーボン入りの Tinmorry PETG-CF(チャンバー加熱版・約412N)と 実質同等の強度 に到達します。健康リスクも特殊ノズルも要らずに、です。
チャンバー加熱の注意点:上げすぎると「ヒートクリープ」が起きる
チャンバー加熱は強度UPに有効ですが、「上げれば上げるほど強くなる」訳ではありません。実測した経験を共有します。
- チャンバー機で チャンバー温度 55°C に上げる → ヒートクリープ発生(フィラメント供給部が温まり、エクストルーダーで詰まる)
- チャンバー温度 45°C に抑える → 今のところ問題なし
機種ごとに「安全な温度範囲」があるので、いきなり上げすぎず、徐々に試しながら最適点を探すのが良いです。PETG-Tough なら 45°C 程度のマイルドな加熱でも +18% 効果 が出ます。
数十gのライトマウント・ホルダーには「十分すぎる」強度
ライトマウントやホルダー類で実用上必要な強度は、走行中の振動・装着時の負荷を考慮して概算 100N 前後。これに対して、開放型機での PETG-Tough は 350N以上 出ます。
つまり、実用上必要な強度に対して 十分すぎるマージン がある計算です(厳密な安全係数の計算はしていませんが、「確かに余裕がある」と言えるレベル感)。
例外として PC-CF が向く用途(治具・1点もの・ハイブリッド方式)
ここまで読んで「PC-CFは悪い素材だ」という印象になっていたら、それは違います。前述の通り 曲げ剛性で見ると PC-CF は他に並ぶものがない最強クラス。問題は「機能部品の量産」というユースケースに合わなかった、というのが正確な表現です。
- ✅ たわみが許されない治具・ジグ(社内利用・少数生産)
- ✅ 1点もの・小ロットの精密パーツ(運用コストが多めでも回収できる)
- ✅ マット質感が商品価値を上げるケース(高級感・差別化目的)
- ✅ 耐熱が必要な部品(HDT 114°C/夏場の車内放置など)
今後試したい:マルチノズル機でのハイブリッド方式
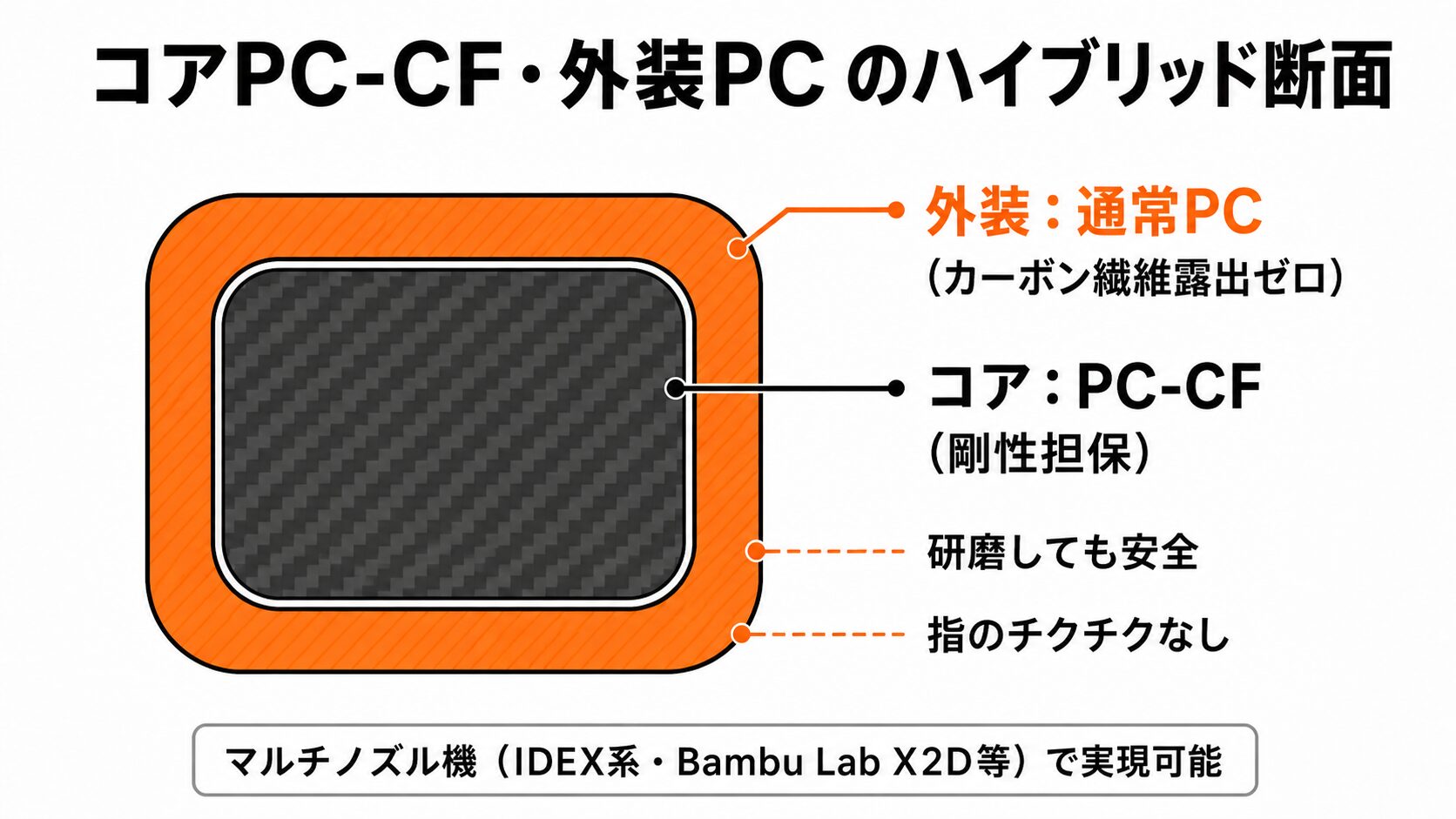
個人的に試してみたい改善案として、マルチノズル機(IDEX 系や Bambu Lab X2D など)でのハイブリッド方式 があります。
- 📦 コア部分(中身)に PC-CF:剛性を担保
- 🛡️ 外装(表面)は通常 PC や PETG:カーボン繊維の露出を抑え、研磨時の健康リスクを最小化
この方式が実用化できれば、剛性最優先の用途で PC-CFを「リスク管理しながら使う」 道が開けます。試したらまた発信します。
用途別フィラメント選びチャート(迷ったらこれ)
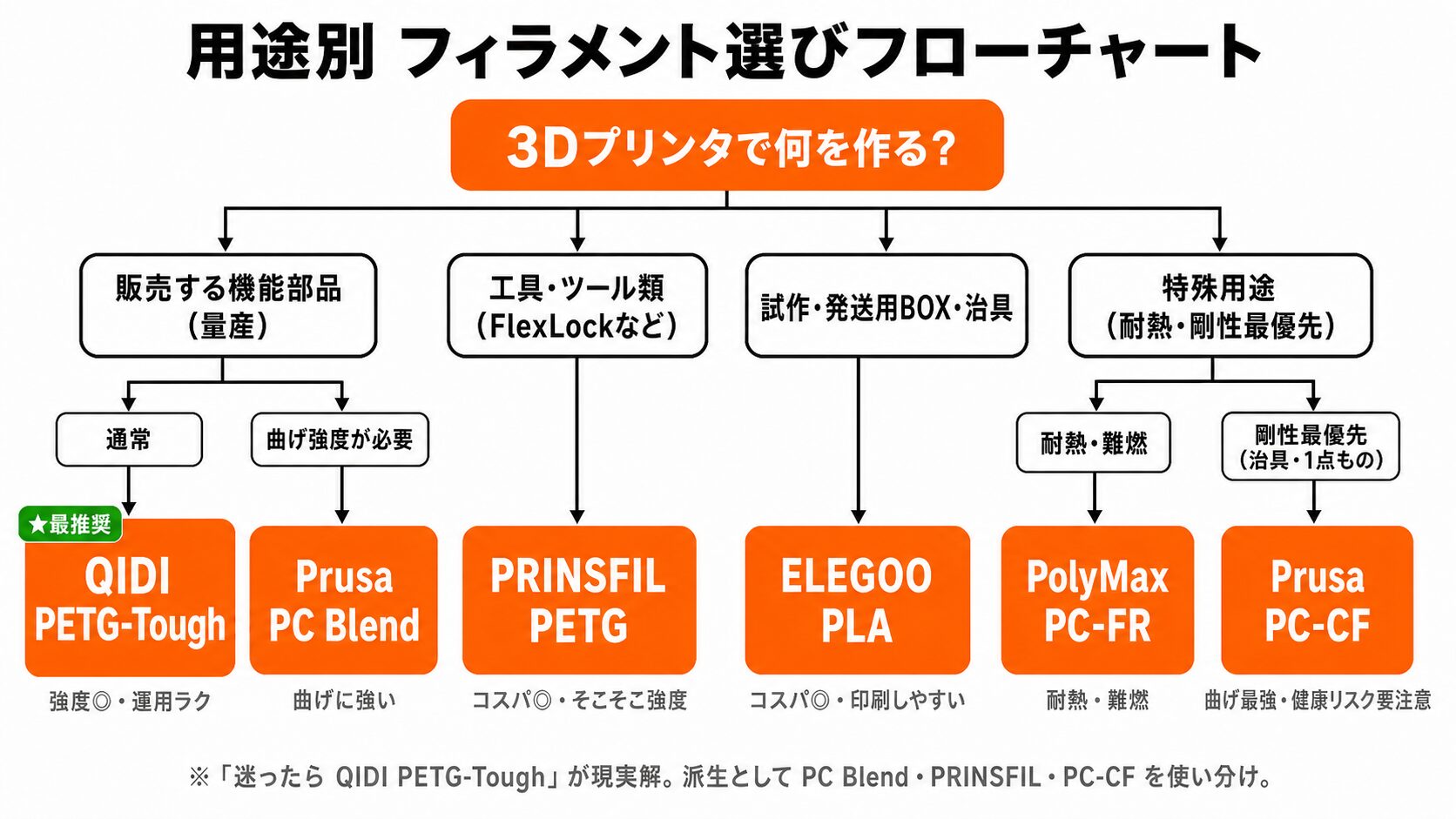
| 用途 | おすすめフィラメント |
|---|---|
| ロードバイク・小物の 機能部品(量産・通常) | QIDI PETG-Tough(開放型でも◎・チャンバー機なら更に+18%) |
| 量産で曲げ強度が必要な部品 | Prusa PC Blend(曲げ剛性が高い・自分は「ここぞ」のときに使用) |
| 工具・ツール類(FlexLock等のクランプ・保持系) | PRINSFIL PETG(コスパ◎・強度もそこそこあり) |
| 試作・発送用BOX・治具 | ELEGOO PLA(コスパ◎・印刷しやすい) |
| 耐熱が必要な部品 | PolyMax PC-FR(難燃が必要なBtoB案件向け) |
| 剛性最優先の治具・1点もの | Prusa PC-CF(曲げ剛性最強・健康リスクは要対策) |
| 海外向け(軽量・強度キープ) | QIDI PETG-Tough(強度落ちずに薄肉化可能) |
「迷ったら QIDI PETG-Tough」が現時点の私の答えです。
そこから派生して、曲げ強度が必要なら Prusa PC Blend、工具・ツール系なら PRINSFIL、剛性最優先なら PC-CF の使い分けで運用しています。
ロードバイクの3Dプリンタ機能部品を1人で設計・製造・販売している立場での使い分けです。
事業規模・印刷環境・部品形状・コストの取り扱い・流通量は人それぞれ違うので、
あくまで 参考の一つ としてご活用ください。
最終的にはご自身の用途で 試作・実測 して確認していただくのが確実です。
この記事で使った機材・フィラメント・3Dプリンタ(紹介リンク)
実際に使い込んだうえでの紹介です。試したい方の参考になれば。
機能部品向けに一番おすすめ:QIDI PETG-Tough
試作・基準値・コスパ枠:ELEGOO PLA

標準PETGの比較対象:Tinmorry PETG(PETG-CFは健康リスクあり・自己責任で)

耐熱コスパ良し:PRINSFIL PETG

PETG-Tough を試したい方へ:開放型おすすめ3Dプリンタ
「PETG-Tough を試してみたいけど、まだ3Dプリンタを持っていない」「次の機種を検討中」という方には、以下の開放型3機種がおすすめです(いずれもチャンバー加熱なしで PETG-Tough を活かせます):

引張試験機を自分でも組みたい方へ(材料費2万円以下)
記事中で紹介した自作試験機の主要部材です。Amazonで揃います。
- 計測(核): GOYOJO デジタルフォースゲージ 500N(プッシュプルゲージ)
- 駆動(核): Pudibei 電動リニアアクチュエータ(推力20〜2000N/12V)
- 電源: Outtag DC 12V 5A 電源アダプター 60W
- 正逆切替スイッチ: Xiatiaosann ロッカースイッチ DPDT
- DCジャック変換: Aroidful 12V DCジャックアダプター
- Tスロットナット(M5): winova M5 Tナット 50個入
- 構造体: ミスミ アルミフレーム HFSB6-3030(30×30mm × 600mm)
- 引張軸: ミスミ ロッド S45C φ5×20mm × 2本
これらに加えて、自作PETG-Toughで3Dプリントしたクランプ治具を組み合わせると、合計2万円以下 で試験機が完成します。本格的な業務用試験機(数十万〜数百万)の100分の1で、相対比較に必要十分な精度が出せます。
※ 上記Amazonリンクは紹介リンク(Amazonアソシエイト)です。同じ商品を Amazon で購入される際にこちらから飛んでいただくと、運営の励みになります。
まとめ:機能部品の3Dプリント、フィラメントの答え
- 機能部品で根本的に大切なのは 「壊れないこと」。デザイン・機能はその次
- 「壊れない」を作るのは 材料 × 形状 × 積層方向 × 印刷条件 の4要素
- 感覚値での判断には限界がある → 試験機自作で 数値化 が転機
- カーボン入り(PC-CF)は 引張強度では平凡、曲げ剛性では最強。健康リスクと運用コストで機能部品の量産には不向き
- 機能部品向けの最適解は QIDI PETG-Tough。開放型の普及機(Bambu A1 Mini / PRUSA MK4S 等)でも十分な強度が出る
- チャンバー加熱機(QIDI Q2 / Bambu X2D 等)なら、さらに +18% 強度UPできるオプション
- 強度は 「素材 × 印刷機の能力 × 印刷条件」の掛け算。同じ素材でもチャンバー加熱で +18〜36%変わる
- 試作・BOXなら ELEGOO PLA、剛性最優先なら PC-CF、難燃なら PolyMax PC-FR と 用途で選び分け
3Dプリンタで機能部品を作りたい方・フィラメント選びで迷っている方の参考になれば嬉しいです。質問やリクエストは X(@tsukuharu_3D)までお気軽にどうぞ。

